I teach an Intro to CNC routers class. Each semester an inevitable day arrives when we need to have the “tiny bits” discussion. It’s about why, when and how to avoid using tiny bits when they are not required, as well as when and how to use them when they are.
So, what’s a “tiny bit”? I consider it to be any tool with a diameter that’s less than 1/4”.
This topic usually comes up when class projects begin to involve fitting machined parts into one another. One early project that is likely to trigger the discussion is called the Child’s Puzzle and it requires fitting machined parts into machined pockets. It’s an excellent assignment for illustrating the necessity of precise drawing and some other factors involved in fitting parts together.
One of those is clearance, which is a matter of the relative size of the two parts.
A second is the phenomenon of working with radiused inside corners. If we machine a 2” square part and a 2” square pocket, obviously the square will not fit into the pocket if the tool that created the pocket is round. The inside corners of the pocket will have the radius of the bit that formed them. And as any woodworker knows, a 2” part does not easily slip into a 2” pocket anyway. It might need to be persuaded by a mallet, but the result may not be pretty and the parts are unlikely to disassemble without damage.
There are various remedies to these challenges and those are part of the journey of learning how to work with a CNC router. In the case of the Child’s Puzzle, one appropriate remedy for the radiused inside corners is to use inlay toolpaths. The square part can be machined with a male inlay toolpath and the pocket with a female one. That means the part is machined with radiused outside corners that match the inside radiused corners of the pocket.
Another solution is to make the 2” square pocket slightly larger. This clearance is often referred to as “offset” or “allowance”. For our Child’s Puzzle, a clearance of 1/32” works well. The parts are intended to be freely inserted and removed over and over. For parts intended to be permanently assembled, .005” or less is a better fit.
These solutions are workable for a basic square part in a square hole, but they can be hard to swallow for the student who has chosen to use letters of the alphabet, or perhaps a silhouette of an object. A simple example is the letter V. Imagine if we machine it as a part, and machine a pocket with the same shape. With inlay toolpaths, the point in the pocket can be rounded to match the tool radius, and also to match the internal corner of the part. However, depending on the size of the parts and the design of the font, the V may no longer be fully recognizable.
It is this sort of situation that can trigger the “tiny bit” conversation. Students are encouraged to cut their Child’s Puzzle with a 1/4” diameter end mill, but at this point they frequently propose to use a 1/8” or even 1/16” diameter tool.
Yes, that will reduce the size of the internal corners, but it has several significant consequences. The first is that it takes a lot longer to cut the parts when using a smaller bit. And as the bit diameter is reduced, there are corresponding changes to the depth of cut, feed rate, stepover and chip load.
Let’s use the 2” square in the 2” square pocket as an example.
If we cut these parts in 3/4” thick MDF and plan to have the square part (tile) set 3/8” deep into its pocket, it will require 7 seconds to cut the tile on the school’s CNC and 12 seconds to cut the pocket. These times are based on a two flute 1/4” diameter end mill with a pass depth of 1/2” (twice the diameter) and a chip load of .015”. This is the center of the chip load range for MDF in the Vortex Tool chip load chart for a 1/4” diameter bit. That load is achieved with a spindle speed of 20,000 rpm and feed rate of 500 ips. The stepover is a modest 40 percent. Those are fairly aggressive cutting parameters and the time to cut the parts is pretty trivial.
If we cut the same parts with a 1/8” diameter end mill, we will need to use different parameters. If we continue to use a pass depth of two diameters, the depth of cut will now be 1/4”. The Vortex chart suggests a chip load of approximately .006” for a 1/8” diameter bit in MDF. To achieve that, we need to reduce the feed rate to 200 ips. Under these conditions the tile is cut in 18 seconds and the pocket in 105 seconds.
With roughly equivalent cutting parameters for a 1/16” diameter bit, the increased cut time is exponentially greater. Here, the tile would be cut in about a minute and the pocket would require nearly 10 minutes.
And there’s another huge consideration – the strength and geometry of the bits.
Quarter-inch diameter bits are very robust when compared to the smaller diameter bits. They are widely available with flute lengths greater than 3/4”, which means they can cut through a 3/4” thick piece of material. Off-the-shelf 1/8” diameter bits are available with flutes 13/16” long, but 1/16” diameter bits are not generally able to cut through 3/4” stock. Long, skinny bits are at great risk of snapping and that translates into downtime and possibly even damage to the parts.
In a class setting, these differences in cut times are dramatic. A typical Child’s Puzzle would have a half dozen or more parts. Keep in mind that the cut time estimates don’t include set-up for the job. To enable a class of a dozen students to each cut their own project, the total cut time for each student needs to be less than 15 or 20 minutes. So, for the class environment, I have to insist that the Child’s Puzzle project be cut with a bit no smaller than 1/4” diameter.
The upside
There are strategies available for dealing with the excessively long cut times involved with using tiny bits. One approach is to use a combination of larger and smaller bits. Other solutions involve clever use of the larger bits to sidestep the unwanted consequences of the radiused internal corners.
One approach in that first category is to use a larger diameter “clearance bit” to remove the bulk of the material, and then use a smaller bit for a final pass to clean out the areas that the larger diameter bit was unable to cut. This is an efficient approach for cutting parts where a very small radius is required in internal corners. The trade-off is that a tool change is required. On a machine with an automatic tool changer, this is not a significant increase in time. However, on a machine with manual tool change, it can add enough time and opportunity for error to make it unproductive.
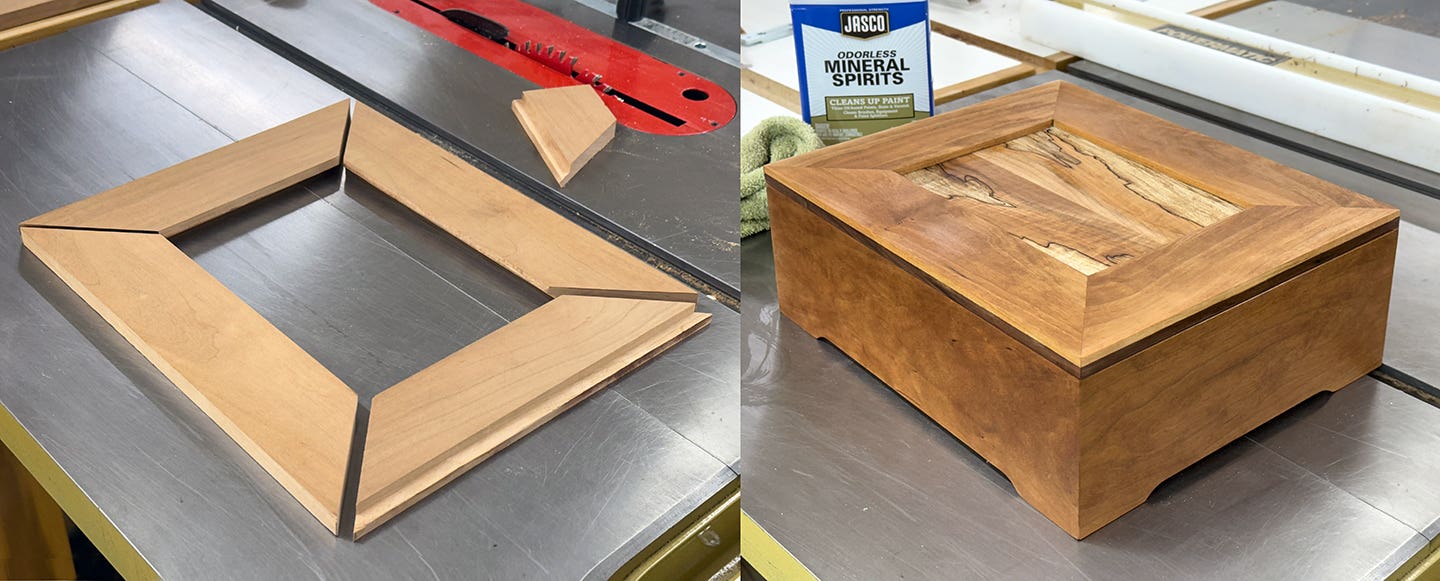
The other approaches involve using the larger diameter tool in ways that overcome the issues related to radiused inside corners. Examples of these approaches include the familiar “dog-bone” and “T-bone” fillets, and the use of blind stopped dados.
The “dog-bone” and “T-bone” fillets cut a bit of extra material in the corner to remove the material that interferes with the square corner on the mating part. However, that leaves a square part sitting in a hole with oversized round corners, so that the sides are flush but there’s a void around each corner. For a purely functional part, this may not matter. But for an assembly where aesthetics matter, visible cavities could possibly be turned into design features. There’s an old woodworking adage that says if you can’t hide it, then celebrate it. Or, if located with care and good planning, the cavities may not even be apparent if they can be located, say, under a tabletop.
A blind stopped dado is widely used in cabinet construction, when cabinets are constructed of sheet goods and the panel edges are banded. Adapting this solution can be a clever and attractive way to work around the challenge of inside corner radii.
Another characteristic of tiny bits is their sensitivity to CNC router characteristics such as runout of the spindle, or deflection and backlash of the structure. Runout or deflection of .0005” is trivial for a .250” diameter bit, but it can be very significant for a tiny bit. In addition to appropriately slow feed rates, tiny bits require especially precise collets as well as a CNC machine with insignificant deflection or backlash. Broken bits can be the result when these parameters are not tightly controlled.
The chisel solution
Occasionally a student will tell me that they plan to chop the inside corners square with a chisel to eliminate the radius. While this could work, it defeats the objective of having the machine do the work. Part of learning to design for a CNC router involves learning to design parts and assemblies to take fullest advantage of the machine’s capabilities. The CNC router can maximize productivity only if parts are designed to eliminate manual work. Therefore, the prime objective of the design should be to have an assembly go together with minimal manual work and time.
Tiny bits have an essential place in the CNC router toolkit, but only for tasks that require their unique characteristics. For small inlays or perhaps for tasks such as creating fret slots for the neck of a guitar, they are the tool of choice. But they are not the best choice for tasks where larger bits can do the job.
And that’s why I teach my students that it’s good practice to prefer larger diameter bits over tiny bits whenever possible.
This article was originally published in the August 2021 issue.